
Acoperire de turnare a spumei pierdute pentru piese de carcase complexe cu pereți subțiri
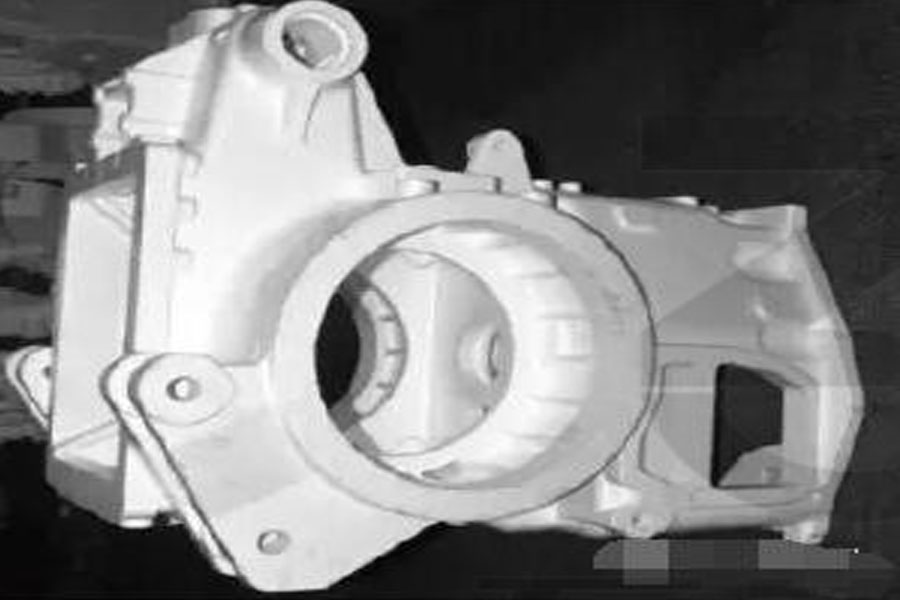
Un tractor cu roți de mare putere dezvoltat independent de China YTO Group Co., Ltd. are o cutie mare de transmisie spate și o structură foarte complexă (a se vedea Figura 1), cu o dimensiune externă de 1050mm × 925mm × 750mm și volumul real de turnarea este de aproximativ 0.085m3. Greutatea teoretică este de aproximativ 615 kg.
În producția de probă a acestei piese de coajă, a fost utilizată tehnologia de turnare a spumei pierdute. Partea de coajă cu pereți subțiri, cu un volum și o greutate atât de mare și o structură complicată, a fost produsă de această tehnologie și există puține rapoarte în jurnalele și revistele existente. Prin multe producții de probă, s-a constatat că piesele turnate după turnare au următoarele trei probleme: una este deformarea turnării, ceea ce face dificilă garantarea acurateței dimensionale a turnării; al doilea este că nisipul îmbrăcat cu fier se formează cu ușurință în cavitatea interioară a turnării, ceea ce crește dificultatea de curățare; a treia este suprafața turnării. Se generează defecte de negru de fum, ceea ce determină eliminarea turnării în timpul procesării.
Există mulți factori care cauzează defectele de turnare de mai sus, dar acoperirea joacă un rol vital în întregul proces de turnare a spumei pierdute. Dacă învelișul în sine nu este formulat corect și performanța învelișului este slabă, nu numai că nu poate rezolva în mod eficient problema, dar va provoca defecte.
- (1) Vopseaua are o agățare slabă. Vopseaua utilizată în testul de producție este vopsea pe bază de apă, iar matrița albă a cutiei de transmisie din spate este realizată din spumă de polistiren, care nu este ușor de umezit sau pătruns de vopseaua pe bază de apă. Umezeală slabă, acoperire slabă și vopseaua nu poate atârna pe suprafața matriței albe sau aderă slab. Pe de o parte, va face ca modelul să fie acoperit de mai multe ori și tendința matriței albe de a se deforma în timpul proceselor multiple de acoperire și uscare va crește. ; Pe de altă parte, va provoca grosimea inegală a acoperirii, chiar și acoperirea discontinuă, iar expunerea locală a matriței albe va cauza defecte de lipire a nisipului. Datorită dimensiunii mari a matriței albe a cutiei de transmisie din spate (vezi Figura 2), flotabilitatea generată în timpul scufundării va face ca aspectul să fie rupt. Prin urmare, aplicarea matriței albe utilizează o combinație de pulverizare și acoperire a perdelelor. Proprietățile de acoperire prezintă cerințe mai ridicate.
- (2) Rezistența stratului de acoperire este redusă. Matrița albă a cutiei de transmisie din spate are volum mare, perete subțire și densitate redusă. Întregul mucegai alb nu are rigiditate inerentă. Rezistența adezivă a stratului de acoperire la temperatura camerei nu este ridicată și este ușor să provoace îndepărtarea stratului de acoperire și deteriorarea acestuia în timpul uscării și manipulării modelului. Nu se poate garanta că modelul are suficientă rezistență la deformare în timpul procesului de umplere și compactare a nisipului, rezultând deformare; rezistența la temperaturi ridicate a învelișului nu este ridicată, în condiții de temperatură ridicată, este imposibil să se prevină deteriorarea învelișului în timpul procesului de turnare și formare a metalului topit, provocând prăbușirea, lipirea nisipului și alte defecte, astfel încât precizia dimensională și calitatea suprafeței turnării nu pot fi garantate; rezistența slabă a stratului de acoperire va provoca Nu este ușor să curățați stratul de pe suprafața turnării după turnare.
- (3) Permeabilitatea la aer a stratului de acoperire este slabă. Deoarece materialul produsului de încercare este HT250, în testul de producție, temperatura de turnare este controlată la 1380 ~ 1430 ℃, în timp ce materialul matriței albe este spuma de polistiren, care se află în intervalul de temperatură de 1350 ~ 1550 ℃. , Începe să crape rapid, arde și vaporizează, iar polimerii cu greutate moleculară mică se crapa rapid și precipită o cantitate mare de hidrogen și carbon liber. Dacă permeabilitatea la aer a învelișului este slabă, o cantitate mare de produse de piroliză nu poate fi exportată fără probleme prin acoperire, ceea ce va provoca pori în turnare; dacă învelișul nu poate absorbi reziduurile generate în timpul arderii spumei de polistiren, turnarea este predispusă la defecte de incluziune a carbonului rezidual.
Urmărind defectele de turnare cauzate de acoperiri în fundalul tehnic, se concentrează pe dezvoltarea formulărilor de acoperire și în același timp explorează procesul de amestecare a acoperirilor.
Dezvoltarea formulărilor de acoperire
1. Compoziția și selecția materialului
- (1) Acoperirea cu spumă pierdută cu pulbere refractară are trei cerințe importante pentru selectarea pulberii refractare: În primul rând, dimensiunea particulelor pulberii refractare trebuie să fie relativ grosieră, dar dacă este prea grosieră, rezistența la nisip a acoperirii va fi afectată, iar nisipul antiaderent va fi luat în considerare. Și permeabilitate ridicată a aerului, alegeți o dimensiune a particulelor de 0.08 ± 0.071 mm (ochiuri 180/200); în al doilea rând, cu cât forma pulberii refractare este mai rotundă, cu atât este mai bună, pulberea rotundă are o permeabilitate bună la aer; a treia este că pulberea refractară are o permeabilitate bună la aer; Produsele de piroliză din materialele plastice spumante trebuie să aibă capacitate de adsorbție. Pentru a îmbunătăți performanța generală a stratului de acoperire, pulberea de clincher de înaltă alumină bauxită (dimensiunea particulelor 0.08 mm) și pulberea de mica (dimensiunea particulelor 0.071 mm) sunt selectate ca pulbere refractară. Pulberea de bauxită cu conținut ridicat de alumină are o structură poroasă cu boabe rotunjite, care poate îmbunătăți permeabilitatea la aer a stratului de acoperire și capacitatea de adsorbție a produselor de piroliză din spumă; pulberea de mica este un silicat stratificat din structură, care este rezistent la căldură și rezistent la uzură, performanță de izolație, elasticitate bună și flexibilitate, adăugând o anumită proporție de pulbere de mică la acoperire poate îmbunătăți acoperirea, permeabilitatea aerului la temperaturi ridicate și sinterizarea a acoperirii.
- (2) Liantul Liantul de acoperire EPC este o parte importantă a acoperirii. Nu numai că conferă rezistența și răspândirea acoperirii, ci afectează și permeabilitatea la aer și suspensia acoperirii. De obicei, combinația de liant anorganic și liant organic nu numai că garantează rezistența stratului de acoperire la temperatura camerei și la temperaturi ridicate, dar îmbunătățește în mod eficient permeabilitatea la aer a stratului de acoperire. Datorită volumului mare și a peretelui subțire al cutiei de transmisie și cutiei de transmisie, pentru a asigura rigiditatea, rezistența și permeabilitatea la aer a stratului de acoperire, trei tipuri de adezivi, latex alb, amidon α și pulbere RSF cu efect de umectare, sunt selectat. Agentul de legare este amestecat și utilizat într-o anumită proporție. Mai ales selectarea pulberii RSF îmbunătățește în mod eficient rigiditatea, rezistența și permeabilitatea la aer a stratului de acoperire.
- (3) Funcția principală a lichidului purtător este de a dispersa pulberea refractară din acesta. În turnarea spumei pierdute, având în vedere cerințele de protecție a mediului, aplicare, uscare, generare de gaze și costuri, este ușor să folosiți apa ca lichid purtător. Faceți ca învelișul să obțină suspensii bune, spălare și proprietăți de curgere.
- (4) Suspendarea acoperirii cu agent de suspendare afectează în mod direct capacitatea de acoperire și calitatea acoperirii acoperirii și, de asemenea, afectează performanța de operare a acoperirii. Datorită dimensiunii grosiere a particulelor pulberii refractare și vâscozității mari a acoperirii, la prepararea acoperirii, bentonita de litiu și atapulgita sunt utilizate ca agenți de suspendare. Bentonita și attapulgita de litiu pot forma o structură de rețea tridimensională în apă. Combinația celor două poate îmbunătăți suspensia acoperirii și îmbunătăți reologia și performanța procesului acoperirii.
Există în principal următoarele 3 tipuri de aditivi auxiliari.
- ①Defoamer. Este folosit pentru a elimina bulele formate cu agitare în timpul procesului de producție a acoperirii.
- ②Surfactant. Scopul principal al adăugării unei cantități mici de surfactant la acoperire este de a îmbunătăți aderența acoperirii la model și de a facilita aplicarea.
- ③ Antiseptic. Pentru a facilita depozitarea și utilizarea pe termen lung a vopselei, se adaugă o anumită cantitate de conservant la vopsea, care poate preveni în mod eficient vopseaua de la mucegai, deteriorarea și pierderea vâscozității în sezonul cu temperaturi mai ridicate.
Cercetări privind performanța acoperirii
1. Metoda de testare a performanței acoperirii
- (1) Densitatea vopselei este măsurată prin metoda de cântărire a cilindrului gradat de 100 ml pentru a determina densitatea vopselei.
- (2) Testul de stabilitate a suspensiei învelișului adoptă un cilindru gradat de 100 ml pentru a determina metoda ratei de depunere de 6 ore.
- (3) Un contor Baume (utilizat la locul de producție) este utilizat pentru a testa concentrația vopselei.
- (4) Testarea grosimii acoperirii: Scufundați blocul de probă din plastic spumos pregătit 100mm × 100mm × 12mm (de preferință dintr-o matriță albă casată), scufundați-l în vopseaua mixtă timp de 10 secunde, scoateți-l și puneți-l la 50 ° C electric După uscare timp de 3 ore în cutia de uscare, scoateți blocul de testare și măsurați grosimea stratului de acoperire.
- (5) Testul de permeabilitate la aer la temperatură ridicată și rezistență la temperatură ridicată a stratului de acoperire adoptă testerul multifuncțional de performanță dezvoltat de Universitatea de Știință și Tehnologie Huazhong.
2. Performanța acoperirii cu spumă pierdută se bazează pe formula de acoperire de mai sus
Procesul de preparare a acoperirii
Multe teste au constatat că performanța acoperirii nu este legată doar de formularea acoperirii, ci și de procesul de formulare a acoperirii. Aceeași formulare și diferite procese de formulare au un impact mare asupra performanței acoperirii. Pentru a obține o acoperire cu o performanță bună a procesului, procesul de preparare ar trebui să se asigure că agentul tixotropic, liantul și solventul sunt complet dispersate și au o adsorbție puternică cu pulberea refractară, astfel încât componentele acoperirii să fie complet integrate, astfel încât acoperirea are tixotropie și acoperire bune.
1. Echipament de pregătire a vopselei
Baterie de dispersie de mare viteză, malaxor de nisip tip rolă.
2. Metoda de preparare
- (1) Pregătirea stratului de pulbere umedă: Se toarnă pulberea refractară cântărită într-un mixer cu nisip cu role, se amestecă timp de 5-10 minute și apoi se toarnă liantul, agentul de suspendare și aditivii auxiliari în amestec în ordine în moară, după amestecare pentru 30-40 de minute, va fi frezat și ambalat pentru utilizare ulterioară.
- (2) Pregătirea vopselei de suspensie. Se cântărește o anumită cantitate de vopsea pudră umedă, în funcție de raportul dintre pulbere și apă de 1: 0.6 până la 0.7, cântărește o anumită cantitate de apă în găleată de vopsea și așează găleată de vopsea sub mixerul de dispersie de mare viteză. Porniți mixerul de dispersie de mare viteză și apoi adăugați vopseaua pudră umedă cântărită. Se amestecă la viteză mare (800 ± 900r / min) timp de aproximativ 40 de minute, apoi se amestecă la viteză mică (± 600r / min) timp de 2 ore. După amestecarea vopselei uniforme, lăsați-o timp de 24 de ore, este complet maturizată, iar umiditatea poate fi ajustată în funcție de cerințele de grad Baume în timpul utilizării.
Concluzie
- (1) Adăugarea unei cantități adecvate de pulbere de mica la pulberea refractară poate îmbunătăți proprietățile de acoperire și suspensie ale acoperirii. Când se aplică modelul, se poate obține o acoperire mai groasă simultan, reducând numărul de ori de vopsire a modelului și simplificând Procesul de producție este îmbunătățit; adăugarea unei cantități adecvate de pulbere de mică pentru a obține aceeași grosime de acoperire, greutatea totală a modelului după acoperire este redusă, ceea ce poate asigura în mod eficient rigiditatea și rezistența modelului; adăugarea unei cantități adecvate de pulbere de mică reduce acoperirea cu pulbere de bauxită Temperatura de sinterizare, acoperirea este ușor de îndepărtat din turnare după turnare, iar suprafața turnării este netedă și curată.
- (2) În formula de acoperire, adăugând un liant de umectare pudră RSF, aderența acoperirii la modelul de spumă este în mod evident îmbunătățită, iar rezistența acoperirii este îmbunătățită, ceea ce este foarte important pentru a asigura rigiditatea și rezistența modelului .
- (3) Bentonita și atapulgita de litiu sunt utilizate în combinație. Conform procesului de amestecare formulat pentru acoperirile cu spumă pierdută, s-a verificat că suspensia, tixotropia și proprietățile de acoperire ale acoperirii au fost îmbunătățite semnificativ. Grosimea stratului este uniformă, evitând defectele lipite de nisip cauzate de expunerea matriței albe.
Vă rugăm să păstrați sursa și adresa acestui articol pentru reimprimare: Acoperire de turnare a spumei pierdute pentru piese de carcase complexe cu pereți subțiri
Minghe Compania de turnare sub presiune sunt dedicate fabricării și furnizează piese de turnare de calitate și de înaltă performanță (gama de piese turnate sub presiune din metal include în principal Turnare sub presiune cu perete subțire,Hot Cast casting sub presiune,Turnare sub presiune în cameră rece), Serviciu rotund (Serviciu de turnare sub presiune,Prelucrare Cnc,Fabricarea mucegaiului, Tratament de suprafață). Orice cerință personalizată de turnare sub presiune din aluminiu, magneziu sau turnare sub presiune din Zamak / zinc și alte cerințe de turnare sunt binevenite să ne contacteze.

Sub controlul ISO9001 și TS 16949, toate procesele sunt efectuate prin sute de mașini avansate de turnare sub presiune, mașini cu 5 axe și alte facilități, variind de la blastere la mașini de spălat Ultra Sonic. Minghe nu numai că are echipamente avansate, dar are o echipă de ingineri cu experiență, operatori și inspectori pentru a face realitatea designul clientului.

Producător contract de piese turnate sub presiune. Capacitățile includ piese de turnare sub presiune din aluminiu cu cameră rece de la 0.15 lbs. la 6 lbs., schimbare rapidă configurată și prelucrare. Serviciile cu valoare adăugată includ lustruire, vibrare, debavurare, sablare, vopsire, placare, acoperire, asamblare și scule. Materialele lucrate includ aliaje precum 360, 380, 383 și 413.

Asistență la proiectarea turnării sub presiune din zinc / servicii de inginerie simultană. Producător personalizat de piese turnate sub presiune din zinc. Pot fi fabricate piese turnate în miniatură, piese turnate sub presiune înaltă, piese turnate multi-glisante, piese turnate convenționale, piese turnate sub formă de unități și piese turnate independente și piese turnate sigilate în cavitate. Piesele turnate pot fi fabricate în lungimi și lățimi de până la toleranță de +/- 24 in.

Producător certificat ISO 9001: 2015 de magneziu turnat sub presiune, capabilitățile includ turnare sub presiune cu magneziu de înaltă presiune de până la 200 tone cameră fierbinte și 3000 tone cameră rece, proiectare scule, lustruire, turnare, prelucrare, vopsire cu pulbere și lichide, QA complet cu capacități CMM , asamblare, ambalare și livrare.

Certificat ITAF16949. Serviciul de turnare suplimentar include investiții de turnătorie,turnare cu nisip,Turnarea gravitației, Pierdere spumă turnare,Turnare centrifugă,Turnarea în vid,Turnare permanentă a matriței, .Capacitățile includ EDI, asistență tehnică, modelare solidă și procesare secundară.

Industrii de turnare Părți Studii de caz pentru: Mașini, biciclete, aeronave, instrumente muzicale, ambarcațiuni, dispozitive optice, senzori, modele, dispozitive electronice, carcase, ceasuri, mașini, motoare, mobilier, bijuterii, jiguri, telecomunicații, iluminat, dispozitive medicale, dispozitive fotografice, Roboți, sculpturi, echipamente de sunet, echipamente sportive, scule, jucării și multe altele.
Ce vă putem ajuta să faceți în continuare?
∇ Accesați pagina principală pentru China turnare sub presiune
→Piese de turnare-Aflați ce am făcut.
→ Ralated Tips About Servicii de turnare sub presiune
By Producător de turnare sub presiune Minghe | Categorii: Articole utile |Material Etichete: Turnare din aluminiu, Turnarea zincului, Turnarea cu magneziu, Turnare cu titan, Turnare din oțel inoxidabil, Turnare din alamă,Turnarea bronzului,Distribuirea videoclipului,Istoricul companiei,Turnare din aluminiu | Comentarii dezactivate







